
Große Auswahl: Teil des Glas-Sortiments der Georgshütte ab. Im undatierten Musterbuch werden sie als „Preß-Seidel in schwerer Ausführung“ bezeichnet: „205/206: Deutsch Pilsener, 207: Kugel-Seidel, 208: Ernst-Seidel, 209: Pilsener Seidel, 210: Walzen-Seidel, 211: Prismen-Seidel, 212: Tübinger Kugel-Seidel, 213: amerikanischer Seidel, 214: amerikanischer Seidel mit Schild“ Foto: Archiv Glasmuseum Boffzen
Jede Glashütte braucht Spezialitäten – die der Georgshütte waren viele Jahre lang Bierseidel. Diese gewannen bereits 1877 eine Preismedaille der Gewerbe-Ausstellung in Braunschweig. Ihre Hochzeit waren die 1950er und 1960er Jahre – wo diese Trinkgläser für Brauereien von Flensburg bis nach Garmisch bestellt wurden. Einige Seidel muteten wuchtig an: Der – vor allem männliche – Biertrinker schätzte ein robustes Gefäß mit großem Inhalt.
Aber wie wurde ein solches Bierglas hergestellt? Bei den Seideln handelte es sich um Pressglas. Sie erhielten ihre Form mit Hilfe einer Presse – anders als Gläser, die von per Mund oder mit Hilfe einer Maschine geblasen wurden. Der Vorteil des Pressens war, dass sich robuste, schwere Gläser in größerer Stückzahl mit exakt denselben Abmessungen herstellen ließen. Ein mundgeblasenes Glas hingegen war nie derart gleichmäßig, zeigte immer auch die Fertigkeit des Glasmachers. Doch bei einem rustikalen Bierausschank in Kneipen, auf Festzelten oder in Brauereien war Glaskunst weniger von Bedeutung.
Ganz gleich, wie das Glas später verarbeitet wurde, mussten die Rohstoffe – vor allem Sand, Soda, Kalk, Feldspat – und recycelte Glasscherben zunächst bei bis zu 1600 Grad Celsius im Ofen zu einer zähflüssigen Masse schmelzen. Die geschmolzene Glasmasse stand dann in der sogenannten Arbeitswanne für die Herstellung zur Verfügung.
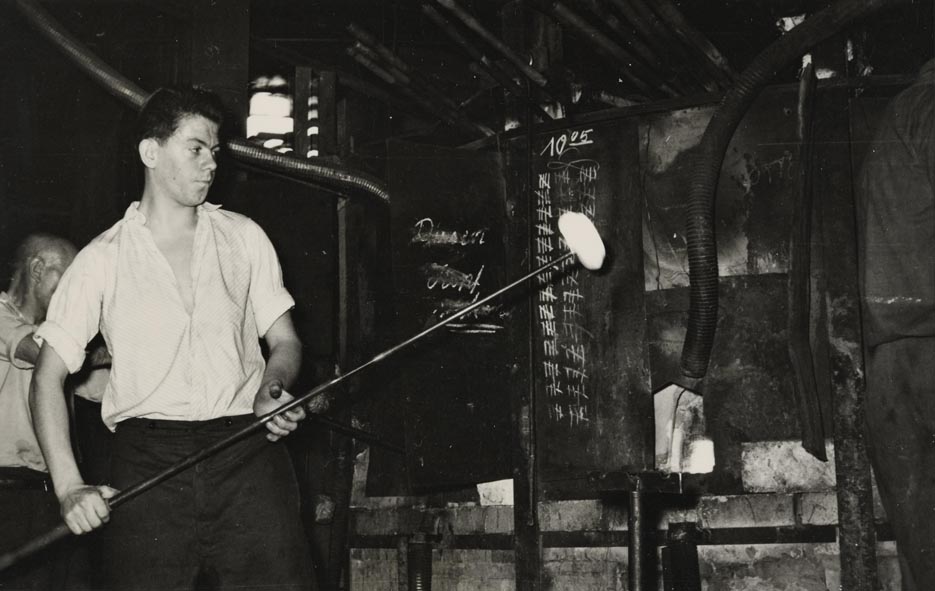
1: Karl Heinz Hoffmann hat einen Posten Glas aus dem Ofen entnommen. Foto: Detlef Knop
Detlef Knop, der 1959 ein Praktikum in der Georgshütte machte, schilderte in seinem Bericht den Beginn der Herstellung: „Wenn ein Fremder einmal in eine Glashütte kommt, so bleibt er bestimmt längere Zeit vor den hitzespeienden, glutigen Arbeitslöchern stehen und bewundert die Arbeiter, die in solcher Hitze arbeiten müssen. Dem ‚Anfänger‘, der das Glas aus der Wanne herausholt und in die Form hineintropfen läßt, läuft der Schweiß in Strömen am Gesicht und am Körper herunter. Sein Handwerkszeug ist eine Eisenstange, an deren Ende er eine Tonkugel befestigt hat. Die Größe der Tonkugel richtete sich nach dem jeweiligen Gegenstand, der verfertigt werden soll. Sollen Bierseidel oder Glasschalen hergestellt werden, so ist die Tonkugel dementsprechend groß, und wenn es Schnapsgläser werden sollen, so ist die Kugel eben kleiner.“ (1) Der Anfänger tauchte die Tonkugel in die zähflüssige Glasmasse in die Arbeitswanne ein, drehte den Stab in seinen Händen und entnahm so für den Pressseidel die passende Portion, siehe Abbildung 1 oben.


2+3: Solche Metallformen wurden für die Herstellung der Biergläser genutzt. Im Hintergrund sind die Markenzeichen der Brauereien, die jeweils in die Form eingesetzt wurden. Foto: Stefanie Waske
Dann ließ er das zähflüssige Glas langsam und vorsichtig in eine geöffnete Metallform laufen. Wie solche Formen aussehen, zeigen die Abbildung 2 und 3. Nun schnitt der nächste Glasmacher, der Presser, so viel von der Glas-Portion ab, wie gebraucht wurde, schloss die Form und stellte sie unter die Presse. Im nächsten Schritt musste er mit Hilfe eines langen Schwenkarms und mit sehr viel Muskelkraft einen Stempel, den Drücker, in die Glasmasse pressen. Die Glasmasse verteilte sich an den Wänden der Form, der Seidel nahm erstmals Gestalt an. Der Presser hielt einen Moment inne, damit das Glas später keine Spannungen aufbaute und löste den Schwenkarm. Der Rausnehmer öffnete daraufhin die Form und entnahm das noch heiße, geformte Glas mit einem Metallhaken. (2)
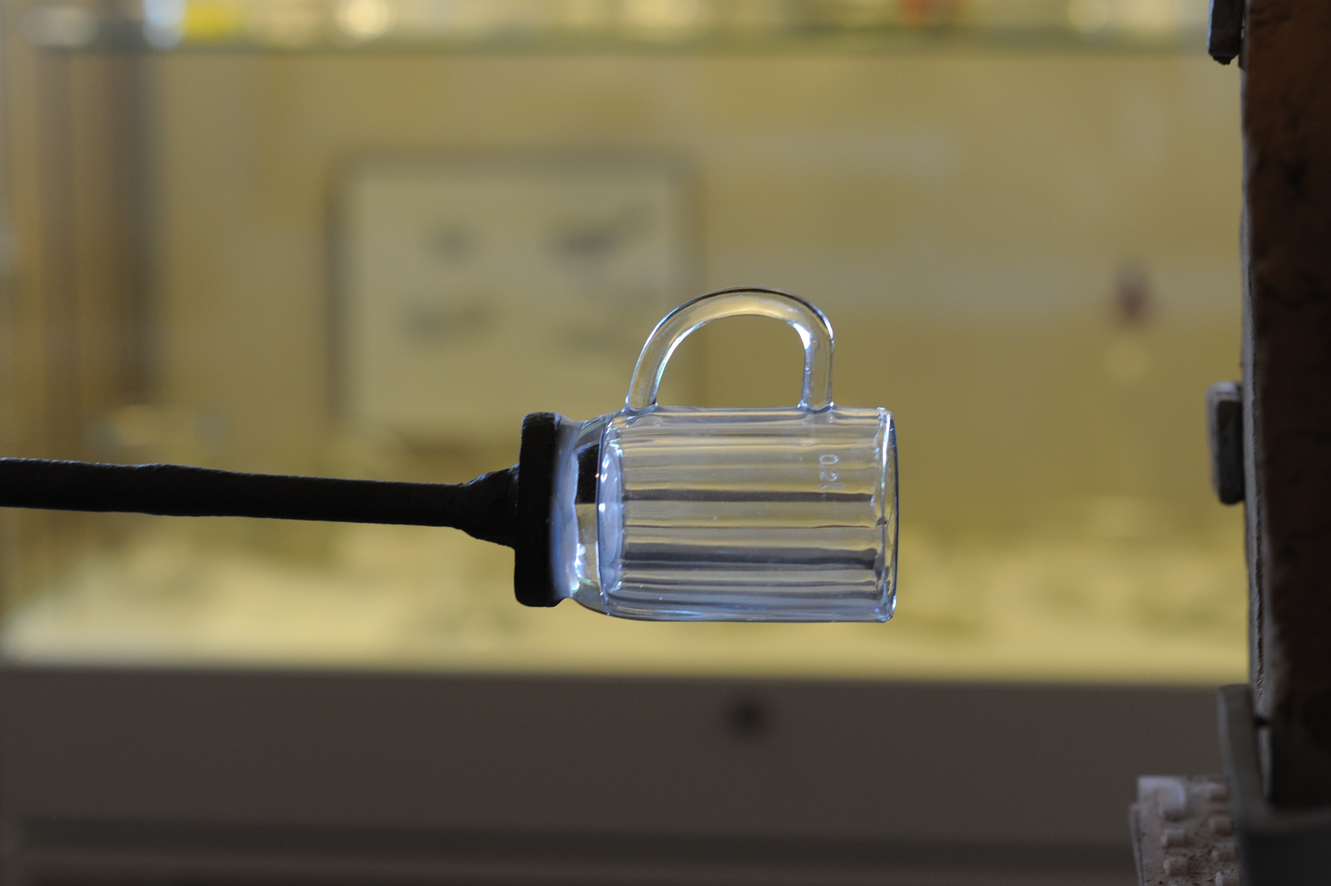

4: Ein Bierglas am sogenannten Hefteisen, hier als Demonstration im ehemaligen Glasmuseum Boffzen. 5: Die Verwärmtrommel, ein Gebläseofen, im ehemaligen Glasmuseum Boffzen. Fotos: Stefanie Waske
Der zukünftige Seidel wurde nun vom nächsten Glasmacher, dem Anhefter, mit einem Heft-Eisen, einem sehr heißen Stahlring, aufgenommen (Abbildung 4). Noch zeigte das Glas die Spuren des Pressens, wie Nähte und Unebenheiten, die noch verschwinden sollen. Es wurde daher mit dem Heft-Eisen in eine Verwärmtrommel gehalten und erneut erhitzt (Abbildung 5).
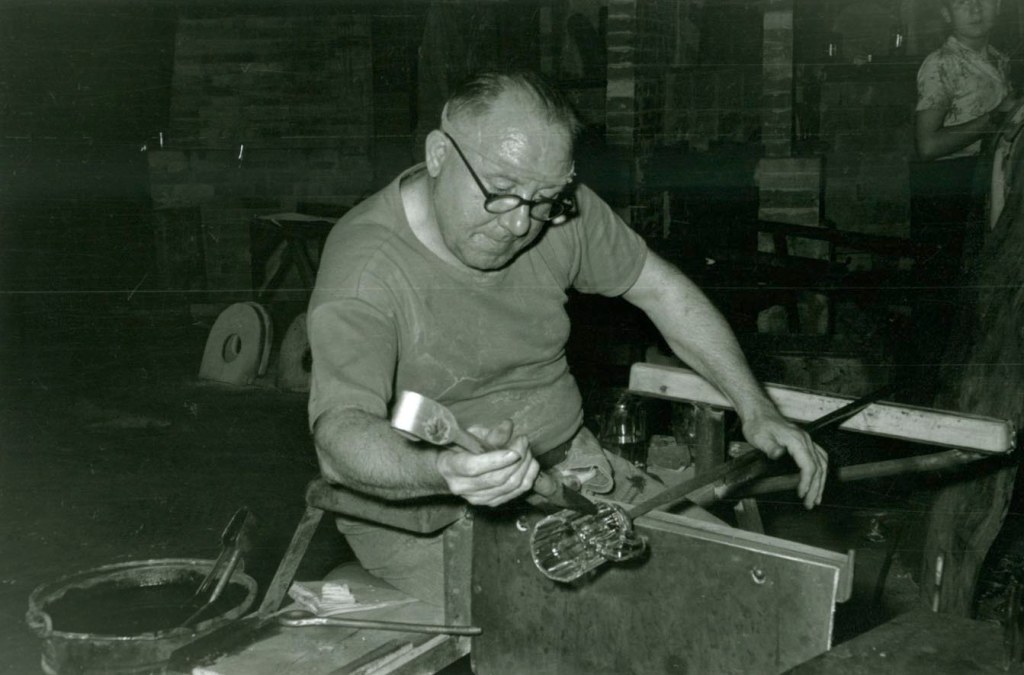
6: Fertigmacher Wilhelm Becker bearbeitet ein Bierglas mit der Zange. Foto: Detlef Knop
Auf das angewärmte Glas wartet nun der sogenannte Fertigmacher mit seinen Werkzeugen (Abbildung 6). Dieser saß auf einer Bank mit zwei Eisenarmen, auf denen er den angehefteten Seidel an seiner Stange hin- und herrollen und so mit seinen Werkzeugen die Pressnähte glätten konnte. Dann war das Glas geformt, mit einem leichten Schlag gegen das Hefteisen löste der Fertigmacher den Seidel. Es wartete der nächste Glasmacher, der Einträger, um es zur Kühlbahn zu tragen.

7: Lisa Becker entnimmt die Seidel aus dem Kühlofen, rechts im Bild Dessert- und Obstschalen. Foto: Detlef Knop
Die 20 Meter lange Kühlbahn ist im Grunde ein langgezogener Ofen mit einem Förderband aus engmaschigem Draht, dessen Temperatur zum Ende hin immer mehr abnimmt – daher spricht der Glasmacher vom „kalten Ende“ (Abbildung 7). Zu Beginn herrschen noch zwischen 500 und 600 Grad Celsius, am Ende 20 Grad Celsius. Nur wenn das Glas langsam auf Raumtemperatur abkühlt, entstehen in diesem keine Spannungen. Sonst würde es dem Biertrinker später beim Genuss zerspringen…

8: Die fertigen Bierseidel, hier mit Siebdrucken versehen. Foto: Stefanie Waske
Fertig? Nun, nicht ganz. Glasschleifer entfernten noch die letzten Spuren der Herstellung, etwa die Unebenheiten des Bodens. Zudem bekamen manche Seidel noch einen Siebdruck (Abbildung 8), einen Goldrand oder ähnliche Dekoration. Bis der Biertrinker zum Seidel greifen konnte, waren demnach viele Arbeitsschritte notwendig. Die Arbeiter wurden nach Akkord bezahlt, schafften in den 1950er und 1960er Jahren bis zu 1000 Seidel pro Tag. Eine harte kraftzehrende Arbeit, daran erinnern sich die ehemalige Mitarbeiter der Georgshütte, Dieter Sterzel und Willi Sporleder.
Stefanie Waske, 29. Oktober 2020
(1) Detlef Knop, Erschautes, Erlebtes, Erlesenes über die Glasherstellung in Boffzen, 22.1.1959, Archiv Freundeskreis Glas, 28f.
(2) Vergl. Dietrich Mauerhoff, Bierseidel aus Pressglas – aus Radeberg, Ottendorf-Okrilla, Schwepnitz und Kamenz, Pressglas-Korrespondenz 2007, Nr. 4, 254-256, und Dietrich Mauerhoff, Gepresste Biergläser aus sächsischen Glashütten, Pressglas-Korrespondenz 2013, Nr. 3, 1-11.
